Maximum transparency for more efficient production
LX Precision relies on smart solutions for machine control, quality assurance, and material flow
Founded in 2001 under the name Lauener (China) Co., Ltd., LX Precision (Shanghai) Co., Ltd. is a Swiss-based company that perfectly combines quality, tradition and innovation. Drawing on the expertise of its parent company Lauener, which was established in Switzerland in 1905, LX Precision has established itself as a leader in the supply of high-precision machined parts for various sectors, including telecommunications, orthopaedics, automotive and aerospace.
Profile
- Founded: 2001 (Swiss origins dating back to 1905)
- Number of CNC machines: more than 140
- Location: Minhang District, Shanghai
- Core business: precision turned parts, injection moulding, laser marking
Their Challenge
LX Precision has undertaken to modernise its production by first integrating a robust ERP system. The purpose of this update was to increase the transparency of production operations, thus allowing optimal machine management. And the main objective of the initiative as a whole was to increase productivity and improve processes. The management of production consumables and an improved quality process were also an integral part of this vision. Because the company is ISO 13485 certified, it was essential to choose solutions that met these stringent standards.
Our solution
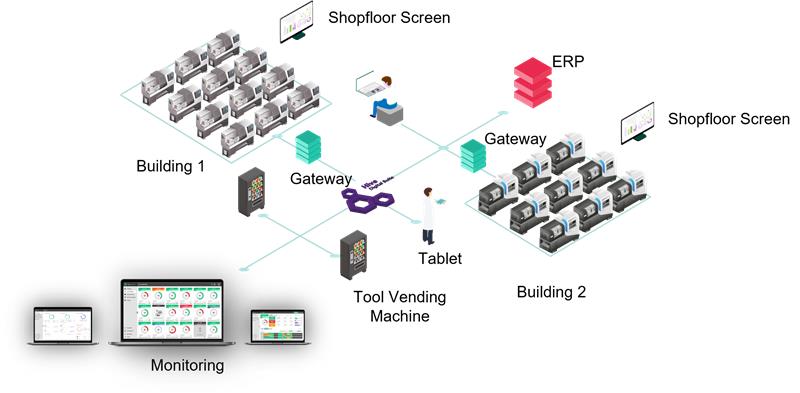
Thanks to the various modules of the Hive Digital Suite, LX Precision was able to adopt an iterative approach to digitise its processes. The first step was to network-connect the machines to centralise data collection on a single platform. This data was then aggregated with that from the ERP system to generate more usable information. Beyond simple machine status monitoring, which increased transparency, LX Precision was particularly interested in the monitoring of production data offered by BRW. This feature offers critical and relevant real-time data on ongoing manufacturing processes, resulting in more precise and detailed performance metrics. Today, Hive – Shopfloor connects more than 100 machines between the main site in Shanghai and the new site in Portugal, opened in 2024, ensuring transparent management between the two locations.
The second stage of the project involved the digitalisation of procurement processes, from the end user to the supplier. The Hive – Inventory module has been deployed to manage Toolbox systems. Connected to the ERP system, this module allows you to monitor the status of nearby inventories and adjust the MRP calculation to always maintain an optimal number of tools with a minimum inventory system that automatically triggers commands, thus optimising the flow of materials.
The last step involved the implementation of Hive – Quality Control to comply with the ISO 13485 standard. This flawless system strengthens processes while remaining understandable to users. All measurement data is recorded. With this module, operators are alerted to the quality controls to be carried out during production, and all the necessary information, such as the dimensions to be checked, the tools to be used and the number of parts to be measured, is clearly indicated in the control plan, thus avoiding the use of paper and saving time.
Benefits & advantages
The main benefits the customer has gained from these projects include increased transparency, simplified processes, automated tasks, and significantly reduced paper usage. A considerable improvement in productivity was quickly observed thanks to the various measures implemented. In addition, some repetitive tasks have been minimised, thus optimising operational efficiency.